Сталь
К обычным печным газам, окружающим металл в процессе его расплавления, рафинирования или разливки, относится азот, кислород, водяные пары, продукты горения - окись углерода, углекислый газ, сернистый газ и др.
Растворимость элементарных газов и газообразных химических соединений зависит от температуры и давления. Чем выше температура металла, тем больше растворимость газов. При затвердевании растворимость газонасыщенного сплава понижается и атомы растворённого газа, соединяясь в молекулы, уходят из металла или остаются в нём в виде пузырьков. делая его ноздреватым.
Сталь, предназначенную дли отливок, нужно хорошо раскислить. Алюминий - в обычных плавках самый сильный раскислитель - может довести содержание свободной закиси железа в стали до 0,002%. При недостаточном раскислении стали в момент её охлаждения начинает выделяться газ, образуя в отливках раковины.
Дли борьбы с газовыми раковинами и усадочной пористостью выполняются следующие мероприятия:
- полное раскисление стали;
- повышение содержания кремния в углеродистой и низколегированной стали до максимально допустимого;
- присадка алюминия при заливке сухих форм до 0.8-1.0 кг/т, чтобы получить остаточное содержание алюминия в пределах 0,035-0,04%;
- прокаливание разливочных ковшей после ремонта;
- поддержание энергичного кипения жидкого металла в печах с целью удаления газа и примесей;
- не загружать в печь во время кипения ванны влажную руду и другие отсыревшие присадки и добавки.
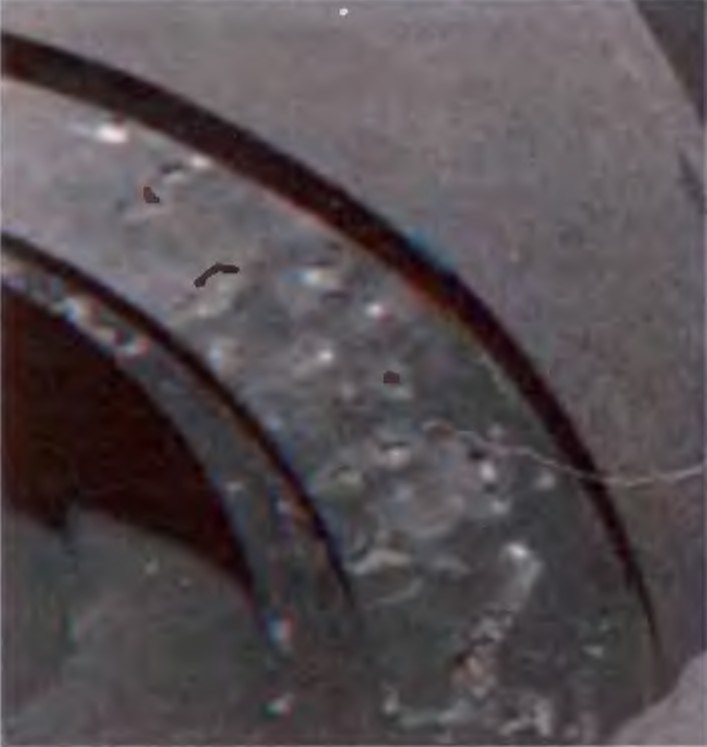
Дефект отливки «Корпус» на фото представляет собой мелкие, гладкие, светлые, рассредоточенные. преимущественно сферической формы газовые раковины. Дефект образовался в результате неполного раскисления стали. В результате этого растворенный в металле газ при охлаждении сгруппировался в видимые на рисунке газовые раковины. При полном раскислении стали алюминием дефекты не повторялись.
Чугун
Источником образования газовых раковин и усадочной пористости может быть водород, образующийся из сырой футеровки печей. невысушенного желоба и литейного ковша, из непрокаленных и влажных ферросплавов, вводимых в металл, и др. Футеровку ковшей следует подогревать до красного цвета, ферросплавы следует хранить в сухом помещении и перед использованием прокаливать.
Чем длительней контакт расплавленного металла с газовой атмосферой. тем больше водорода растворяется в металле. Следовательно, процесс плавки надо вести быстрее. Покровные флюсы понижают растворение газа в металле.
При небрежной сортировке чугунных отходов от двигателей внутреннего сгорания возможно попадание алюминия в шихту.
При использовании деревянных моделей для разжигания вагранки следует строго контролировать извлечение всех алюминиевых частей.
Эффективным способом является сокращение пути движения жидкого металла в форме за счет уменьшения длины элементов литниковой системы.
Вытекающая из ковша струя металла должна быть компактной. Перерывы в заливке недопустимы.
Высота носка ковша над уровнем чаши должна быть минимальной. Приемную чашу следует располагать у края опоки.
Газотворные разделительные покрытия
При изготовлении форм и стержней литейщик сталкивается с проблемой прилипания формовочной и стержневой смеси к модельной или стержневой оснастке. Для предотвращения этой проблемы используются противоадгезионные покрытия. по характеру исходных компонентов весьма разнообразные.
Разделительные покрытия могут состоять из одного или нескольких ниже перечисленных материалов: керосин, вода, крахмал. спирт, канифоль, каучук, кремнийорганическая эмульсия, ПВС и др. Некоторые из этих веществ имеют повышенную газотворную способность.
При нанесении разделительного покрытия на модель или стержневой ящик в углублениях оснастки могут оставаться излишки покрытия. При заполнении смеси излишки покрытия могут впитываться формовочной или стержневой смесью и вызывать газовыделения при контакте с заливаемым металлом.
Для предупреждения образования газовых раковин по этой причине разделительный состав следует наносить тонким слоем, но чаше. При наличии заполнения углублений разделительным составом необходимо провести его удаление при помощи ветоши, сжатого воздуха или другим способом.
Влага непросушенного слоя краски
Противопригарные покрытия разделяются на водные, сухие или на основе растворителя. Продолжительность высыхания слоя краски зависит от концентрации паров растворителя в воздухе над окрашенной поверхностью. На открытых поверхностях формы благодаря свободной конвекции воздуха краска высыхает быстрее, чем в углублениях формы, где пары растворителя удаляются преимущественно путем диффузии. Поэтому продолжительность высыхания краски надо контролировать по времени, необходимому для полного отверждения слоев в условиях, имитирующих сложные поверхности форм и стержней с различными заглублениями. Контролю на продолжительность высыхания подвергают быстросохнущие (испаряющиеся) и химически твердеющие краски.
Покрытия на основе водных красок сушат тепловым способом в камерах или проходных сушилах, под сильными отражательными лампами и т.д. По отработанной технологии за критерий оценки тепловой сушки следует считать время, необходимое для полного отверждения слоя краски в углублениях литейной формы.
Для предупреждения возникновения газовых раковин необходимо:
- Исключить заливы краски толщиной более 0.5 мм в углубленных горизонтальных местах полуформы.
- Осуществлять входной контроль составляющих противопригарной краски, в особенности газотворных.
- Увеличить технологическое время подсушки формы, либо повысить интенсивность подсушки, создав. таким образом. гарантию качества.
- Применять эффективные составы покрытий: сухие, самоотвердевающие, быстровысыхающие.
- Использовать подвяливание покрытия горячим воздухом, светоизлучением от ламп накаливания, газовыми панелями.